Las espadas largas góticas, precursoras de los mandobles medievales, contra las que las espadas romanas no tenían nada que hacer en combate uno a uno, tenían un truco para ser mas elásticas y resistentes. Se fundían 8 varillas de hierro y se metían en carbón, estando aun al rojo vivo. Tras enfriarse se volvían a poner en rojo y el herrero las trenzaba. Al acabar, cortaba la trenza en 8 trozos, con cada uno de los cuales volvía a fundir una varilla y a llevarla al carbón. El proceso se repetía unas cuantas veces, en cada una de ellas iba aumentando el porcentaje de carbono, obteniendo acero. Tras la última de las trenzadas se martilleaba hasta aplanar. El resultado es algo muy elástico, al tener una estructura de 8 varas de acero, en vez de una pieza fundida, dándole mayor resistencia y estructura. Tras el pulido, quedaba una especie de dibujo casi sin relieve, ondulante, serpenteante o como fuera según la forma en que se hubiera trenzado, que era la característica mas genuina de estas espadas (que se llamaban precisamente "serpentinas", justo por ese dibujillo residual que se creaba en el trenzado). Esta pasa a ser la espina dorsal o nervio de la espada, a la cual se le agregan 2 partes mas de acero para dar la parte del filo, quedando así mas reforzada.
A diferencia de los europeos, los japoneses tenían una forma más particular de obtener el metal para los sables, se fabrica carbón vegetal quemando madera, se le agrega el hierro y se funden en un horno de barro cavado en el suelo llamado “tatara”, sobre el cual se hacía un soporte tal que quedase un hueco por donde pudiera pasar el aire (la idea es que cuando acabes de tapar el hueco puedes hacer circular aire por el fondo del agujero). Sobre el soporte, se utilizaban diferentes maderas (la que fuera mientras fuera combustible). Y encima de ella, se dispone en primer lugar el carbón vegetal, y luego capas finas de hierro y carbón alternadas, hasta llenar casi el agujero. Se acaba con una

penúltima de carbón, otra de madera, y se cubre todo con barro.
Se comienza prendiendo fuego DEBAJO, y se vigila la ventilación de forma que no se apague nunca durante tres largos días, los cuales se debe no solo cuidar la temperatura sino que la humedad.
Acabado el tiempo se sacan ya piezas de acero sin forma, ya el hierro y el carbón se han fusionado creando una masa plateada y negra.

Llevamos las piezas de acero a la forja, y se funden y se cortan en trozos (menores al tamaño de un puño, y por lo general se cortaban del borde del bloque fundido.) y eran enviados al Maestro Forjador para el nacimiento de un nuevo sable.
Cuando son recibidos, el Maestro forjador revisa las piezas enviadas y selecciona las mejores (una buena pieza es plateada y bien porosa) y descarta el resto.
El proceso comienza, a las 5 AM cuando el sol sale. Se funden los fragmentos y se martillan hasta quedar planos, luego se forma un rectángulo con las piezas como si se armase un rompecabezas.
Luego, el bloque se martillea, y se calienta, y martillea, y calienta, etc... dándole forma de lingote, cada vez más largo y estrecho.
El martilleo sirve para quitar huecos de aire, compactar el material, expulsar partículas de carbón que no hayan quedado bien mezcladas, etc...
Una vez finalizado el plegado, se hace una muesca y se dobla EXACTAMENTE por la mitad, con mucho cuidado para que no queden dos lados desproporcionados: tenemos otra vez un ladrillo del tamaño del original, pero ahora son dos capas.
Mas forja y martilleo, se alarga el doble, se marca y dobla por la mitad y cuatro capas de acero. Así sucesivamente. A más pliegues, mas capas de acero en potencias de 2.
El núcleo de la espada, que ha de ser fuerte pero elástico, para evitar que se quiebre en los impactos, se hace doblando la pieza de acero 5 veces (2x2x2x2x2= 32 capas) o sea, el núcleo está compuesto realmente de 32 láminas finísimas de acero, soldadas una a la otra.
Los lados y el borde plano (canto) recibirán impactos directos, por lo que han de ser más duros para no abollarse, y no necesitan ser tan elásticos ya que la flexibilidad la da el núcleo. En estos se pliega 15 veces el "bloque", así que tenemos que están hechos de 32.000 láminas de acero soldadas.
Y ahora entra la habilidad del artesano, que ha de ser muy alta para sacar una espada decente. Se estira el bloque del "núcleo" a poco menos de la longitud de la espada (forja y martillo). Se dobla por un lado (futuro filo) con el acero previamente estirado de la longitud del bloque para filo, y todo junto se dobla por el otro lado, cubriendo el canto y casi todo el filo (pero dejando parte al aire) con el bloque estirado de los 15 pliegues.
Hasta este momento, la espada es completamente RECTA, y la sección transversal es poco mas o menos un rectángulo.
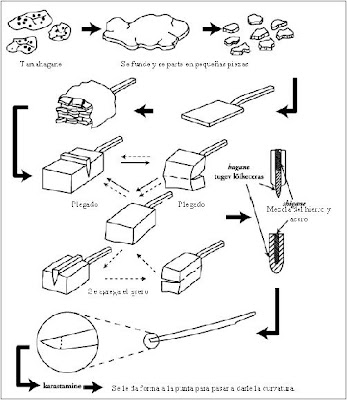
En este martilleo final para soldar las capas, la parte que tiene el acero del filo se golpea hasta aplastarla, mucho más que la parte del canto. Pero además del aplastado extra, se obtiene como efecto secundario el que la espada se va curvando, ya que la parte del canto se mantiene tan larga como siempre, pero la del filo (y la parte del núcleo correspondiente al lado del filo) se estan estirando. El resultado es esa curvatura tan característica de las katanas.
Para el forjado final, el Maestro forjador cubre la parte del filo con una mezcla de arcilla, marcando el dibujo característico denominado HAMOND, y marcando la línea entre la mezcla del hierro y el acero. Se termina de cubrir el resto de la espada con arcilla en diferente densidad, se lleva la espada al rojo del sol naciente y se hunde en agua muy fría. Este proceso, termina de unir los restos de carbono y le da la curvatura característica a la Katana.

Para finalizar, el artesano firma la hoja (normalmente su marca quedará tapada por la empuñadura), y la espada llega a manos del pulidor, que la limpia y afila la hora para darle el brillo de espejo. El afilado se hace con piedras de diferentes graduaciones.
Los toques finales se hacen con una piedra muy fina llamada HISUSHA, la cual se corta no mas grande que un grano de arroz.Una vez finalizado el pulido, la espada vuelve a mandos del forjador, el cual le da los toques finales, Tsuba y empuñadura (Tsuka).





 Se puede observar durante el paso de los años como fue cambiando la curvatura y su compocicion química.
Se puede observar durante el paso de los años como fue cambiando la curvatura y su compocicion química. El Verde claro representa al Carbono
El Verde claro representa al Carbono







{kind=link}